-
 如何选择高效率喷涂生产线?从工艺规划到设备配置的关键因素分析
2026-07-09
如何选择高效率喷涂生产线?从工艺规划到设备配置的关键因素分析
2026-07-09
-
 常见粉末涂装缺陷及解决方案
2026-06-17
常见粉末涂装缺陷及解决方案
2026-06-17
-
 电控柜喷涂生产线工艺介绍:完整流程与设备配置解析
2026-06-08
电控柜喷涂生产线工艺介绍:完整流程与设备配置解析
2026-06-08
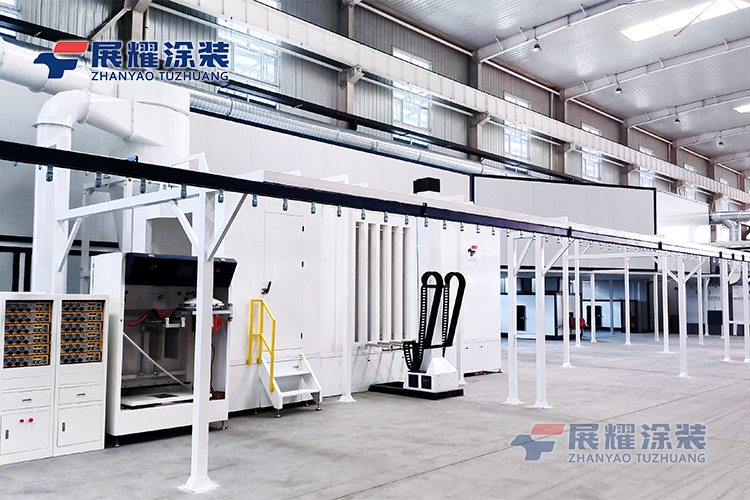
电控柜喷涂生产线工艺介绍:完整流程与设备配置解析
2026-06-08 458次浏览 来源:展耀涂装
电控柜喷涂生产线主要由前处理系统、烘干系统、静电喷粉系统、粉末回收系统、固化炉和输送系统组成。标准工艺流程通常为:上件→前处理→烘干→静电喷粉→粉末回收→高温固化→冷却下件。
对于电控柜、配电柜和机柜产品来说,喷涂工艺不仅影响产品外观,还直接关系到耐腐蚀性能、附着力和使用寿命。合理配置电控柜喷涂生产线,有助于提高涂层质量、生产效率和产品一致性,因此越来越多电控柜制造企业开始采用自动化喷涂设备进行批量生产。
电控柜喷涂生产线由哪些设备组成?
一条完整的电控柜喷涂生产线通常包括以下几个系统:
前处理系统
烘干系统
静电喷粉系统
粉末回收系统
固化炉系统
输送系统
电气控制系统
这些系统共同完成工件表面清洁、喷涂成膜和固化处理等工艺流程。

电控柜喷涂生产线工艺流程详解
1、工件上件
完成钣金加工、焊接和打磨后的电控柜工件通过挂具进入输送系统。
合理的挂具设计能够保证喷涂覆盖率,并减少喷涂死角。
2、前处理工艺
前处理是影响涂层附着力的重要环节。
电控柜喷涂生产线通常采用喷淋式前处理。
常见工艺包括:
除油
水洗
表调
磷化或陶化
纯水洗
经过前处理后,工件表面形成均匀转化膜,为后续喷涂提供良好基础。
3、烘干处理
前处理后的工件表面会残留水分。
烘干炉通过热风循环将工件彻底干燥。
如果水分未清除干净,可能导致:
起泡
缩孔
附着力下降
因此烘干质量直接影响后续喷涂效果。
4、静电粉末喷涂
静电喷粉是电控柜喷涂生产线的核心工序。
喷枪通过高压静电使粉末均匀吸附在工件表面。
相比传统喷漆工艺,粉末喷涂具有以下特点:
涂层均匀
无溶剂排放
粉末利用率较高
环保性能较好
目前大多数电控柜产品采用热固性粉末进行表面处理。
5、粉末回收
未附着在工件表面的粉末进入回收系统。
常见配置包括:
大旋风回收系统
负责回收大部分可重复利用粉末。
二级滤芯回收系统
进一步收集细小粉末颗粒。
合理的粉末回收系统能够降低粉末消耗并改善车间环境。
6、高温固化
喷粉完成后,工件进入固化炉。
常见热固性粉末固化温度通常为180℃~200℃,具体参数应根据粉末供应商技术要求进行调整。
固化过程中完成:
熔融
流平
交联反应
形成均匀牢固的保护层。

7、冷却与下件
固化后的工件进行冷却。
经质量检验合格后下件包装,进入后续装配工序。
不同生产规模如何配置电控柜喷涂生产线?
小批量、多规格生产
适合配置:
手动喷粉房
普通悬挂输送链
小型固化炉
特点:
投资相对较低
产品切换灵活
适用于中小型电控柜加工企业。
中大型批量生产
适合配置:
自动喷粉系统
大旋风回收系统
自动输送系统
特点:
喷涂一致性较好
生产效率较高
适合连续生产
适用于配电柜、机柜批量制造企业。
电控柜喷涂生产线对产品质量有哪些影响?
涂层附着力
前处理质量决定涂层与基材的结合能力。
防腐性能
规范工艺能够提高产品耐腐蚀能力。
外观质量
喷粉均匀性和固化质量直接影响产品表面效果。
产品一致性
自动化喷涂能够减少人为因素带来的质量波动。
常见问题解答(FAQ)
电控柜喷涂为什么要做前处理?
前处理能够去除油污和氧化层,提高粉末涂层附着力和耐腐蚀性能。
电控柜喷涂一般采用喷漆还是喷粉?
目前大多数电控柜采用静电粉末喷涂工艺,具有环保、耐磨和防腐等特点。
电控柜喷粉后需要多高温度固化?
常见热固性粉末固化温度一般在180℃~200℃范围内,具体参数需参考粉末厂家工艺要求。
自动喷粉设备适合哪些企业?
适合产量较大、产品规格相对统一的电控柜生产企业。
电控柜喷涂生产线是一套集前处理、烘干、静电喷粉、粉末回收、固化和输送于一体的自动化表面处理系统。对于电控柜制造企业而言,合理规划喷涂工艺流程和设备配置,不仅能够提高产品质量和防腐性能,还能够提升生产效率和长期运营效益。【了解更多】

 官方抖音号
官方抖音号 官方微信号
官方微信号 官方快手号
官方快手号 冀公网安备 13012302000439号
冀公网安备 13012302000439号


