-
 如何选择高效率喷涂生产线?从工艺规划到设备配置的关键因素分析
2026-07-09
如何选择高效率喷涂生产线?从工艺规划到设备配置的关键因素分析
2026-07-09
-
 常见粉末涂装缺陷及解决方案
2026-06-17
常见粉末涂装缺陷及解决方案
2026-06-17
-
 电控柜喷涂生产线工艺介绍:完整流程与设备配置解析
2026-06-08
电控柜喷涂生产线工艺介绍:完整流程与设备配置解析
2026-06-08
五金件粉末喷涂生产线应用及工艺流程解析
2026-05-26 304次浏览 来源:展耀涂装
行业背景与应用需求
在五金制造行业中,门窗配件、家具五金、建筑连接件及各类金属紧固件的应用非常广泛。这类产品通常具有批量生产、规格多样以及结构相对标准化的特点,对表面防护性能与外观一致性有稳定要求。
在实际生产中,传统人工喷涂方式在面对大批量五金件时,容易受到操作差异和环境波动影响,出现涂层厚度不稳定、附着力波动等问题。因此,越来越多企业开始引入连续化的粉末喷涂生产线,用于提升整体生产节拍与涂装一致性。
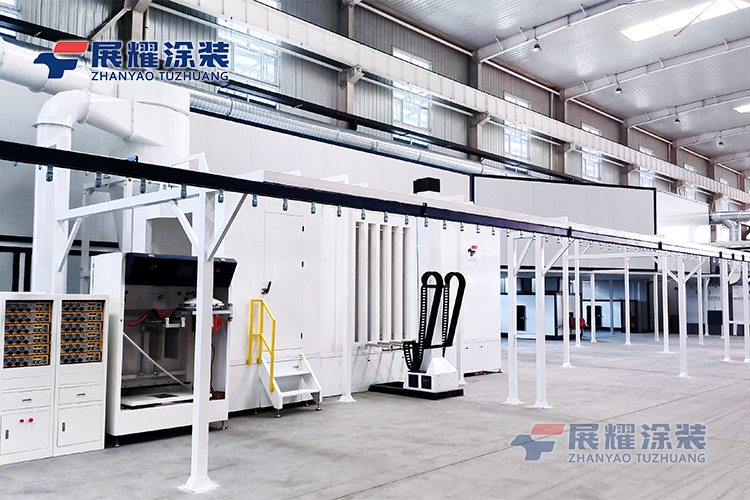
五金件喷涂生产线系统构成
从系统结构来看,五金件喷涂生产线通常采用“前处理+烘干+喷粉+固化+回收+输送”的模块化设计方式。
前处理系统负责去除工件表面油污、锈迹及杂质,为后续喷涂提供稳定基材条件;
烘干系统用于去除水分,提升粉末附着稳定性;
静电喷粉系统通过高压静电使粉末均匀吸附在工件表面;
固化炉通过稳定温度曲线使粉末形成连续涂膜结构;
输送系统负责工件在各工艺段之间的连续移动;
粉末回收系统用于提高粉末利用率并保持车间清洁环境。
各模块通过节拍控制实现连续运行,使整条生产线具备稳定的工艺衔接能力。

工艺流程说明
五金件粉末喷涂生产线的典型工艺流程如下:
上件 → 脱脂清洗 → 水洗 → 表调处理 → 烘干 → 静电喷粉 → 高温固化 → 冷却 → 下件
在该流程中,前处理决定涂层附着基础,喷粉过程影响表面均匀性,而固化过程则直接影响涂层的机械强度与耐腐蚀性能。对于五金类小型工件,通常采用吊挂输送或积放式输送方式,以保证生产节拍连续稳定。
关键工艺控制点
五金件喷涂生产线的稳定运行通常依赖以下几个关键控制环节:
一是挂具设计,需要保证工件在喷涂过程中暴露面积合理,避免遮挡;
二是输送节拍控制,使前处理、喷粉与固化时间保持匹配;
三是喷粉参数控制,包括电压、气压及喷枪角度,以保证涂层均匀性;
四是固化温度曲线控制,不同粉末材料对温度稳定性要求不同;
五是粉末回收效率控制,直接影响材料利用率与运行成本。
这些因素共同决定整线运行的稳定性与涂层一致性表现。
实际应用特点
在五金行业应用中,喷涂生产线更适用于标准化、批量化生产场景。相比单机喷涂方式,生产线模式在工艺连续性和节拍控制方面更具优势,更适合与自动上下件及输送系统进行集成。
在连续生产工况下,该类生产线能够保持较稳定的涂装质量输出,减少人为操作对产品一致性的影响,但对前期工艺设计与产线匹配要求更高。
五金件粉末喷涂生产线通过系统化工艺集成,实现了从前处理到固化的连续生产模式,在五金产品批量加工中具有较好的适配性。在实际项目设计中,需要结合产品结构、产能节拍及厂房条件进行整体规划与匹配设计。
如果需要针对具体五金产品进行喷涂生产线结构配置或工艺匹配分析,可以进行技术沟通获取更贴合生产需求的方案参考。「了解更多」

 官方抖音号
官方抖音号 官方微信号
官方微信号 官方快手号
官方快手号 冀公网安备 13012302000439号
冀公网安备 13012302000439号


