-
 如何选择高效率喷涂生产线?从工艺规划到设备配置的关键因素分析
2026-07-09
如何选择高效率喷涂生产线?从工艺规划到设备配置的关键因素分析
2026-07-09
-
 常见粉末涂装缺陷及解决方案
2026-06-17
常见粉末涂装缺陷及解决方案
2026-06-17
-
 电控柜喷涂生产线工艺介绍:完整流程与设备配置解析
2026-06-08
电控柜喷涂生产线工艺介绍:完整流程与设备配置解析
2026-06-08
铝型材喷涂生产线包含哪些关键工艺环节?
2026-05-27 311次浏览 来源:展耀涂装
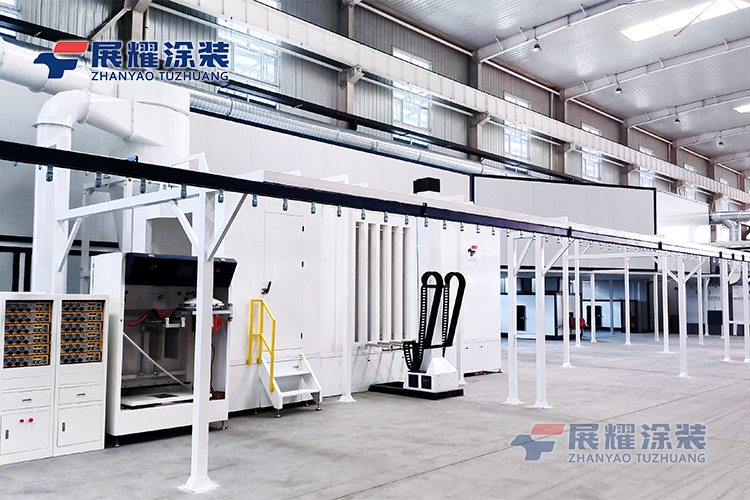
在建筑型材及工业铝制品加工领域,表面喷涂是提升产品耐腐蚀性与外观质量的重要工序。铝型材喷涂生产线通常由多个连续工艺段组成,各环节之间相互衔接,共同完成从前处理到固化成型的全过程。
由于铝型材具有长度长、规格多、表面要求一致性高等特点,因此在生产线设计中,更强调连续性与稳定性,而不是单一设备性能。
一、前处理工艺:决定涂层附着基础
铝型材在喷涂前需要经过前处理工艺,这是整个喷涂流程的基础环节。常见步骤包括脱脂、水洗、表调以及成膜处理等。
这一过程的作用是去除型材表面油污和杂质,同时形成适合涂层附着的化学膜层。如果前处理不充分,后续喷涂容易出现附着力不足或涂层脱落等问题。
二、喷粉或喷漆工艺段
经过前处理后,铝型材进入喷涂环节。目前常见方式包括粉末喷涂与液体喷漆两种形式。
粉末喷涂通常采用静电吸附方式,使粉末均匀附着在工件表面,适用于大多数建筑铝型材产品。喷漆工艺则更适用于部分特殊颜色或装饰性要求较高的产品。
在喷涂过程中,喷枪布置、输送速度以及工件间距都会对涂层均匀性产生影响,需要根据产品规格进行调整。

三、固化烘干工艺
喷涂完成后,铝型材进入固化炉进行加热处理,使涂层在高温环境下形成稳定漆膜结构。
固化过程中的温度控制与时间控制较为关键,不同涂层厚度和粉末类型对应不同的工艺参数。如果温度分布不均匀,可能会影响表面光洁度与附着性能。
四、输送系统的连续性作用
铝型材喷涂生产线通常采用悬挂式输送系统,使工件在各个工艺段之间连续流转。输送系统的稳定性直接影响生产节拍,如果运行不平稳,容易造成前后工序不匹配。
在实际设计中,输送速度需要与喷涂及固化时间保持协调,以保证整线运行顺畅。
五、整线配置的整体思路
铝型材喷涂生产线并不是单一设备组合,而是一个完整系统。其核心在于各工艺段之间的匹配关系,包括前处理、喷涂、固化以及输送系统的协同运行。
在实际项目设计中,需要结合产能需求、型材规格以及生产模式进行整体规划,以保证长期运行的稳定性。
铝型材喷涂生产线的工艺流程具有连续性强、环节多、匹配要求高的特点。在实际应用中,通过合理规划各工艺段配置,可以有效提升涂层质量与生产稳定性,使生产过程更加顺畅。
【了解更多】

 官方抖音号
官方抖音号 官方微信号
官方微信号 官方快手号
官方快手号 冀公网安备 13012302000439号
冀公网安备 13012302000439号


